H29年 経営工学・生産マネ Ⅲ-1 模範解答と解説
設計寸法27.75mmの直径の軸をNC旋盤で加工している。工程の管理状態を確認するために、1日5個、20日間のデータを収集した。1日を群として、平均値、範囲を計算したものが表1でありXbar=28.05、Rbar=0.65であった。このデータを元に工程の管理状態を検討するためにXbar−R管理図を作成したい。この軸の上限規格はSu=28.5(mm)、下限規格はSL=27.0(mm)である
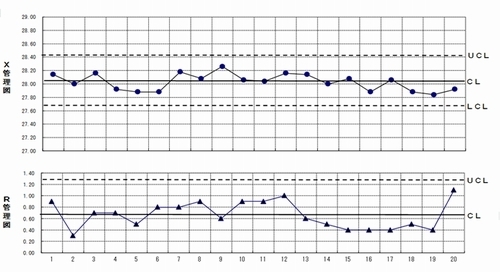
(1)Xbar−R管理図を作成せよ。管理限界線は以下の計算式で求める。
(2)Xbar−R管理図使用することにより、どのようなことが明らかになるかをそれぞれの管理図について説明せよ。また、管理図を用いて工程の管理状態を判定するルールを2つ示し、その説明をせよ。
(3)収集した100個のデータから分布の検討をするためにヒストグラムを作成したところ、図1のようになった。
管理図及びヒストグラムより、このNC旋盤による軸の加工工程をどのように評価するか。また、もし改善が必要な場合、上限規格、下限規格を考慮して、その方法について記入せよ。
1.Xbar−R管理図とその作成方法と結果
・管理図は、偶然原因によるばらつきを基準として、異常原因によるばらつきを検出する
ことで、工程の管理状態を把握するためにツールである。
・まず、R管理図を作成し、各群の値がR管理図の管理限界内であるかを確認する。
・R管理図の平均値Rbarを用いて、UCL,LCLを求め、Xbar管理図を作成する。
*図.XBar−R管理図(作成した図を挿入)
2.Xbar−R管理図の使用方法と工程の管理状態を判定するツール
1)Xbar−R管理図の使用により明らかになること
・Xbar−R管理図は、Xbar管理図で分布の平均値の変化、R管理図で分布のばらつきをの変化を見ることにより、分布の変化を確認することができる。
・今回のXbar−R管理図は、点が管理限界内にあり、連、傾向、周期の並びのクセがない。
・従って、当該工程は一応の管理状態にあるとみなすことができる。
2)工程の管理状態を判定するルール
・ひとつは、連続6点して増加または減少する場合で、確率的にも明らかに異常である。
・もうひとつは、連続する15点が管理限界内で1σの範囲内にあるパターンである。
・一見良い管理状態と思われるが、群分け・層別の検討やデータ再確認を必要とする。
3.管理図及びヒストグラムからの評価
1)管理図からの評価
・各点は管理限界内にあり、連、傾向、周期の並びのクセがないが、R管理図のいくつかの群番号で上側管理限界に近い場合があり、ばらつきが大きいことが懸念される。
2)ヒストグラムからの評価
・正規分布であるが、全体的に裾が広がった形で、ばらつきが大きいと見られる。
・上下限規格の中心値とデータ分布の中心を比較した場合、約0.3㎜のずれがある。
・9個のデータで上限規格越えのデータもあるため、工程能力としては低いと考えられる。
3)NC旋盤の加工工程の評価と改善策
・ヒストグラムの分析結果から、加工後の軸寸法のばらつきが大きく、工程能力が低いと考えられるため、工程が安定状態にあるとはいえない。
・NC旋盤による軸の加工条件を見直した後、軸の寸法データを取得し、ヒストグラムを作成して評価をする必要がある。
・見直し後のデータから工程能力を求めて、一定の値(Cpk:1.33)以上であることを確認
して、Xbar−R管理図による工程管理を実施していくことを提案する。
1. Xbar−R管理図とその作成方法と結果
管理図は、偶然原因によるばらつきを基準として、異常原因によるばらつきを検出することで、工程の管理状態を把握するためにツールである。
まず、R管理図を作成し、各群の値がR管理図の管理限界内であるかを確認する。
R管理図の平均値Rbarを用いて、UCL,LCLを求め、Xbar管理図を作成する。
n=5のとき、A2=0.577、D4=2.114、D3=0.000から、
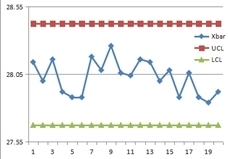
Xbar管理図:CL=28.05、UCL=28.42、LCL=27.68
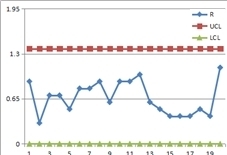
R管理図 :CL=0.65、UCL=1.374、LCL=0.00
2.Xbar−R管理図の使用方法と工程の管理状態を判定するツール
1)Xbar−R管理図の使用により明らかになることXbar−R管理図は、Xbar管理図で分布の平均値の化、R管理図で分布のばらつきと変化を見ることにより、分布の変化を確認することができる。
今回のXbar−R管理図は、点が管理限界内にあり、連、傾向、周期の並びのクセがない。
従って、当該工程は一応の管理状態にあるとみなすことができる。
2)工程の管理状態を判定するルール
ひとつは、連続6点して増加または減少する場合で、確率的にも明らかに異常である。
もうひとつは、連続する15点が管理限界内で1σの範囲内にあるパターンである。
一見良い管理状態と思われるが、群分け・層別の検討やデータ再確認を必要とする。
3.管理図及びヒストグラムからの評価
1)管理図からの評価
各点は管理限界内にあり、連、傾向、周期の並びのクセがないが、R管理図のいくつかの群番号で上側管理限界に近い場合があり、ばらつきが大きいことが懸念される。
2)ヒストグラムからの評価
正規分布であるが、全体的に裾が広がった形で、ばらつきが大きいと見られる。上下限規格の中心値とデータ分布の中心を比較した場合、約0.3㎜のずれがある。
9個のデータで上限規格越えのデータもあるため、工程能力としては低いと考えられる。
3)NC旋盤の加工工程の評価と改善策
ヒストグラムの分析結果から、加工後の軸寸法のばらつきが大きく、工程能力が低いと考えられるため工程が安定状態にあるとはいえない。
まず、今回収集した100個寸法データから、上限の規格外れとなっているデータの要因を4Mから分析する。その後、4Mの条件と寸法データの相関関係が取得できるように検証評価を行う。ある条件と寸法データとの相関係数が0.8以上となる製造条件に見直した後、軸の寸法データを取得し、ヒストグラムを作成して評価をする必要がある。
見直し後のデータから工程能力を求めて、一定の値(Cpk:1.33)以上であることを確認して、Xbar−R管理図による工程管理を実施していくことを提案する。
模範解答2 (簡易答案形式1) 添削履歴 1回 完成日2018/4/19 専門事項 工場生産管理
Ⅲ-1-(1)Xbar-R管理図
Ⅲ-1-(2)
1)Xbar管理図は、計量値で群間平均の変化が分かる。
2)R管理図は、計量値で郡内のばらつきが分かる。
3)管理状態の判定ルール
①UCLならびにLCLを超えた点がないこと。
②中心線の片側7つの連続する点がないこと。
Ⅲ-1-(3)
1.管理図及びヒストグラムより軸の加工工程の評価
1)XBar管理図は、統計的管理状態に入っている。
2)R管理図は、統計的管理状態に入っていない。なぜなら、片側の7つの連続する点があるためである。
3)ヒストグラムは、下限規格を満たしている。
4)ヒストグラムは、上限規格を超えている。
2.管理図及びヒストグラムより軸の加工工程の改善
1)XBar管理図の統計的管理状態
群間の改善は必要でない。
2)R管理図の統計的管理状態を満たさない。
群内の改善は必要であり、群内のばらつきを抑える。
3)ヒストグラムは、下限規格を満たしている。
下限規格に対して余裕があるため、改善は必要ない。
4)ヒストグラムは、上限規格を超えている。不適合品が発生している。
上限規格に対して超えているため、改善が必要である。
3.管理図及びヒストグラムより軸の加工工程の改善の方法
NC旋盤は、群(製造日)によってR管理図のばらつきが大きく、ヒストグラムの上限規格を超えることが生じている。そのため、NC旋盤で規定の設計寸法まで軸が削れず、上限規格よりも太い軸が発生している。
1)R管理図からの改善
NC旋盤の治具の固定が製造日内で緩み、設計寸法に至らないことが考えられる。原因を取り除き、再発防止に取り組む。考えられる原因として、製造日内の途中で治具が緩むことが考えられる。R管理図が統計的管理状態に入ったならば、改善できたと判断し、工程能力を評価する。R管理図が統計的管理状態に入らない場合は、更に考えらえる原因に対応する。
2)ヒストグラムの上限規格
1)を実施しR管理図が統計的管理状態に入ったならば、再度データをとりヒストグラムによる工程を評価する。工程能力が1よりも小さければ、上下管理幅を見直し、仕様を変更する。工程能力が1を超えていれば、最頻値が規格幅のセンタリングになるように継続して改善する。


